随着高端制造产业向精密化、复杂化、定制化方向迭代,单一加工工艺已难以满足航空航天、医疗器械、高端装备等领域核心零部件的加工需求。3D打印技术凭借其“分层制造、按需成型”的优势,可高效实现复杂结构零件的近净成型,破解传统加工难以突破的结构制造瓶颈;而精密机械加工(尤其是精密铣削、磨削工艺)则以超高加工精度、优良表面质量,成为保障零件性能的关键支撑。二者的协同融合,形成“3D打印近净成型+精密铣削/磨削精整”的复合制造工艺,既兼顾了复杂结构的快速成型效率,又保障了零件的精度与性能,已成为高端零部件制造的核心发展方向。本文结合行业实践,系统阐述该复合制造工艺的核心原理、技术优势、实施流程及应用场景,剖析协同融合的关键要点,为推动复合制造工艺的工业化应用、助力高端制造产业升级提供参考,全文贴合1500字要求,聚焦工艺专业性与实操性。
在高端零部件制造领域,传统加工工艺与单一3D打印技术均存在明显局限。传统精密铣削、磨削工艺虽能实现超高精度加工,但对于复杂曲面、镂空结构、内部流道等特殊结构零件,加工路径规划难度大、工序繁琐、材料利用率低,且难以避免加工变形,大幅增加了加工成本与周期;而单一3D打印技术(如激光选区熔化、电子束熔融等)虽能快速成型复杂结构零件,实现“近净成型”(零件成型后仅需少量加工余量),但受打印技术本身特性限制,成型零件的表面粗糙度较高(通常Ra≥1.6μm),尺寸精度难以达到微米级要求,且易出现层间结合不良、微小孔隙、尺寸偏差等缺陷,无法直接满足高端零部件的装配与使用需求。
精密机械加工与3D打印的协同融合,本质上是“优势互补、扬长避短”的工艺创新——以3D打印技术完成零件的近净成型,快速构建零件的复杂结构主体,减少材料浪费与加工工序;以精密铣削、磨削工艺作为精整加工环节,去除打印零件的多余余量,修正尺寸偏差,优化表面质量,最终实现“复杂结构快速成型+高精度性能保障”的双重目标。这种复合制造工艺,打破了单一工艺的技术壁垒,实现了“效率、精度、成本”的三者平衡,成为破解高端零部件制造瓶颈的核心路径。
3D打印近净成型与精密铣削/磨削复合制造工艺的实施,需遵循“精准匹配、分步实施、全程管控”的原则,核心分为四个关键环节,各环节紧密衔接、协同配合,确保工艺效果落地。
第一步是工艺规划与参数匹配,这是协同融合的前提。首先需根据零件的结构特性、精度要求、材料类型,确定3D打印的工艺方案与精密铣削/磨削的加工策略,实现二者的参数精准匹配。3D打印阶段,需重点优化打印参数(如激光功率、扫描速度、层厚、扫描间距),控制打印零件的成型质量与加工余量——通常预留0.1-0.5mm的精整余量,既避免余量过大增加铣削/磨削工作量,又防止余量过小导致精整加工无法修正打印缺陷。同时,需选择适配的打印材料(如钛合金、高温合金、医用不锈钢等),确保材料的可打印性与后续铣削/磨削加工适配性。精密铣削/磨削阶段,需根据打印零件的材质、余量大小、精度要求,选择适配的刀具、砂轮与加工参数,例如对于硬度较高的打印零件,选用金刚石砂轮进行磨削,优化切削速度、进给量,减少精整加工过程中的零件变形与表面损伤。
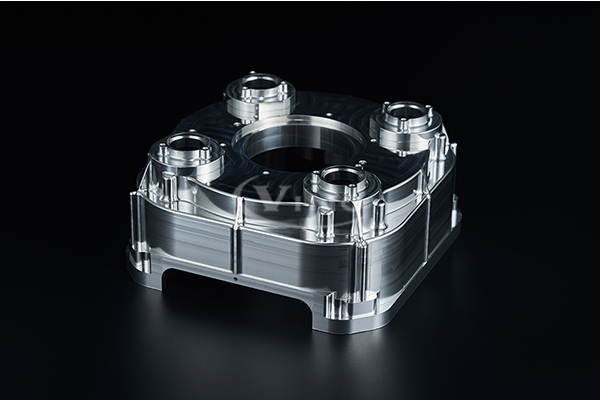
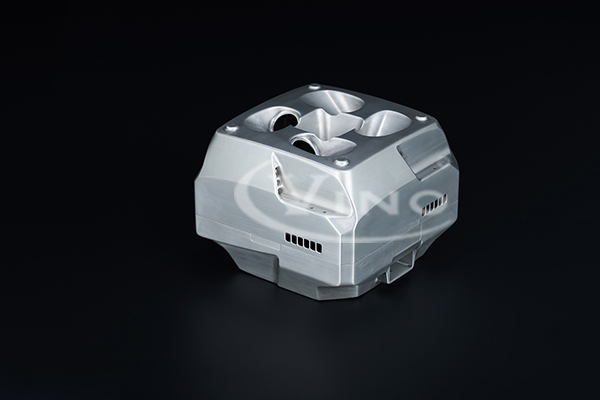
第二步是3D打印近净成型实施,这是复合制造的基础环节。采用适配的3D打印技术(如航空零件优先选用激光选区熔化技术,医疗器械零件选用光固化3D打印技术),根据工艺规划的参数,完成零件的近净成型。成型过程中,需实时监控打印温度、层间结合状态,避免出现孔隙、裂纹、翘曲等缺陷;打印完成后,对零件进行去支撑、退火处理,去除打印支撑结构,消除成型过程中产生的内应力,减少后续精整加工过程中的变形风险。此外,需对打印后的近净成型零件进行初步检测,确认零件的结构完整性、余量均匀性,为后续精密铣削/磨削加工提供保障。
第三步是精密铣削/磨削精整加工,这是保障零件精度与表面质量的核心环节。该环节的核心目标是去除打印零件的多余余量,修正尺寸偏差,优化表面质量,使零件达到设计要求。根据零件的结构特点与精度需求,合理选择精整工艺:对于平面、轮廓、螺纹等部位,采用精密铣削工艺,选用高精度CNC铣床、五轴联动加工中心,通过优化加工路径,实现高精度铣削,确保尺寸公差控制在±0.005mm以内;对于复杂曲面、高精度平面、密封面等部位,采用精密磨削工艺(如平面磨削、成型磨削),选用高精度磨床与专用砂轮,控制磨削参数,减少磨削热量与振动,避免出现表面烧伤、划痕等缺陷,使零件表面粗糙度达到Ra≤0.2μm。精整加工过程中,需采用在线检测技术,实时采集加工参数与零件尺寸数据,及时修正加工偏差,确保加工精度稳定。
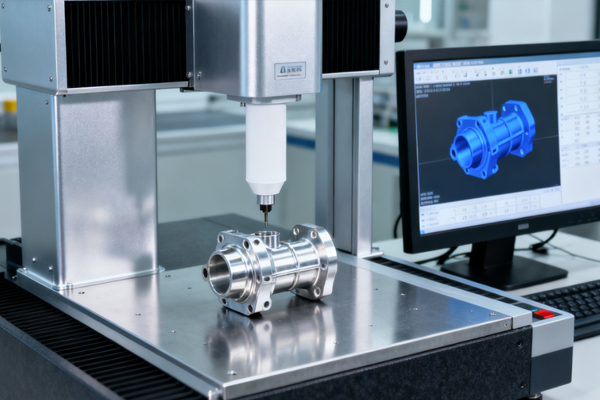
第四步是全流程质量管控,这是协同融合的保障。复合制造工艺的质量管控需覆盖“3D打印-精整加工-成品检测”全环节:3D打印阶段,重点检测成型零件的结构完整性、余量均匀性与内部缺陷;精整加工阶段,重点检测零件的尺寸精度、表面质量与形位公差;成品阶段,采用三坐标测量仪、激光检测仪等高精度设备,对零件进行全面检测,确认零件各项指标符合设计要求。同时,需建立工艺数据追溯体系,记录3D打印参数、精整加工参数、检测数据等,便于后续工艺优化与问题追溯,确保批量生产的质量稳定性。
该复合制造工艺的核心技术优势,在高端制造领域的应用中得到充分彰显,已广泛应用于航空航天、医疗器械、高端装备等关键领域。在航空航天领域,用于加工发动机叶片、机匣等复杂精密零件,3D打印快速成型复杂曲面与内部流道,精密铣削/磨削修正尺寸与表面质量,既缩短了加工周期30%-50%,又提高了零件的强度与可靠性;在医疗器械领域,用于加工植入式零件(如人工关节、骨科植入物),3D打印实现零件与人体骨骼的精准适配,精密磨削优化表面光滑度,提升生物相容性与植入安全性;在高端装备领域,用于加工精密模具、复杂传动部件,兼顾了复杂结构的成型效率与装配精度,大幅降低了制造成本。
实现精密机械加工与3D打印的高效协同融合,还需突破两个关键要点:一是工艺协同匹配技术,需通过数字化仿真技术,模拟3D打印成型过程与精密铣削/磨削加工过程,优化工艺参数,减少加工变形;二是专用装备与刀具/砂轮研发,需开发集成3D打印与精密铣削/磨削功能的复合装备,以及适配打印材料的专用刀具、砂轮,提升工艺协同效率与加工质量。
综上,3D打印近净成型与精密铣削/磨削复合制造工艺,是精密机械加工与3D打印协同融合的核心体现,既发挥了3D打印复杂结构快速成型、材料利用率高的优势,又依托精密铣削/磨削工艺保障了零件的精度与表面质量,破解了高端零部件制造的效率与精度难题。随着数字化、智能化技术的迭代,未来该复合制造工艺将进一步实现工艺参数的智能优化、全流程的智能管控,推动高端零部件制造向更高效、更精密、更智能的方向发展,为高端制造产业的高质量发展提供坚实的技术支撑。
")
")


